
热定形机适用于各种针织物的加工,主要作用是拉幅烘干,通过热定形机针铗链的纵向超喂和横向拉幅,可以调整织物的形态,降低织物纵向缩水率。根据加工面料品种不同,除了实施的工艺流程和条件不同外,热定形机的配置也应有所不同,这包括热定形机本身的配置以及与之相关的单元设备配置。
合理的配置,可使热定形机的烘干和热定形工艺简便化、合理化和节能化,避兔工艺实施不当而造成的不良现象,提高产品质量。
预热定形有效缓解布面褶皱
涤纶、尼龙、腈纶等合成纤维及其混纺交织针织物以及含氨纶弹性针织物的热定形工序安排有预热定形和后热定形两种形式。
预热定形是指对坯布进行的预热定形和对己经过松弛、练漂但未染色、印花的半制品进行的热定形。后热定形是以保证染整厂终端产品实现良好尺寸稳定性和克服前续加工过程中出现的不良现象为目的的整理。
热定形会改变涤纶、尼龙等合成纤维的晶态结构,涤纶纤维热定形前和热定形后的晶态结构变化。纤维微结构的变化,必然会改变纤维的染色性能。正常的预热定形,大多会使纤维的得色量降低。
如果热定形工艺控制不当,则会出现以下染色病:若热定形机加热区存在左中右温度差,则会出现左中右色差,热定形工艺设定的温度越高,其左中右温差可能会越大:若热定形机加热区上、下风口存在喷风量差异,则会出现染色中的“阴阳面”现象:若织物含湿率较大或织物含液率不匀即进入高温定形区,则易出现染色差、色花和“阴阳面”现象:若织物在热定形中所受外力不勾,如过大的横向拉幅和过大的纵向超吸等,则会造成染色纵向和横向的条花。
如果不经过预热定形,织物在练漂、染色过程中不易产生尺寸变化过大和布面褶皱等现象,或即便产生但经过后整理完全能得到克服,则不必进行预热定形。是否要进行预热定形和采用什么条件的预热定形,需要通过试验来确定。
染整厂使用的热定形机及其相关配置单元设备包括对中装置、超喂上针、针铗链伸幅、加热区、冷风降温、冷水辊降温以及进布和落布,这是热定形机的基本构造部分,浸轧机是与之配置的单元机。
热定形机基本构造配置的大不同点,是针铗链在加热区内的伸幅宽度是“固定式”或“可变式”。固定式是指织物以固定幅宽经过所有的加热区,可变式是指织物经过的每个加热区的幅宽都是可调的。需要预热定形后幅宽变窄的品种如经编织物,要求采用可变式热定形机,有些经过松弛和练漂后幅宽收缩较大的经编或纬编织物,好也采用可变式热定形机。
预热定形机的相关配置单元包括浸轧机、预烘机。浸轧机一般为双辊浸轧机,大多用于经过松驰处理、练漂织物后的染前热预定形的轧水;有时也用于因布匹存放方法不当等原因造成布面褶皱较多的纤维素纤维/氨纶织物坯布预定形的轧水。对不含湿坯布或己烘干的染前半制品进行预热定形时,穿布路线越过浸轧车即可,可以减小织物的拉伸张力和节省能源以及减轻对设备的磨损。

预烘机轧水后应先经过较低温度的预烘方能进行高温热定形。
预烘的方式有两种,一是对热定形机本身的加热区由低到高调整温度,另一种是在热定形机的上针装置之前加装专门的烘干机,例如在浸轧机、超喂上针、针锲伸幅的位置上方加装双层振荡烘干机。

多种形式简化后热定形工序
涤纶、尼龙、腈纶等合成纤维及其混纺交织物,不管是否经历了预热定形,只要是再次经历了高温热处理过程,织物形态就会因纤维的热收缩和热塑性拉伸而变形,就会因不规则外力的拉伸和挤压而产生褶皱折痕。
克服这些织物变形的措施还是要通过后整理热定形,简称为后热定形。当然,良好效果的预热定形,可以使织物的后热定形变得容易,但需要强调的是,后热定形的作用不单单是克服织物在前续过程中己形成的不良形态,更重要的是使织物满足后续一些加工工序对尺寸稳定性的要求,如染色后再次印花中的高温蒸化或焙烘、涂层整理、复合材料加工、村布粘合、衣物熨烫等工序。
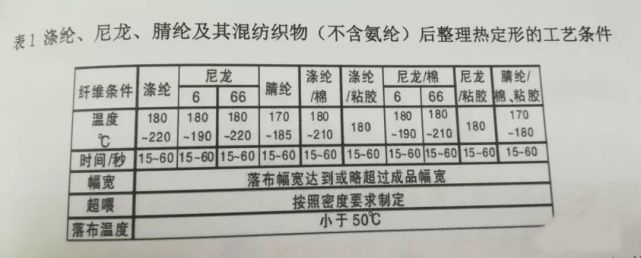
涤轮、尼龙、纶及其混纺交织物(不含氨轮)后整理热定形的工艺条件见下表1。(表中“时间”指干布热定形工艺时间)
要强调的是,当织物含液量高时,不能直接进入高温区进行热定形,要先经过低温度的烘燥,可通过调整热定形机内各个温区的温度(由低到高)或通过预烘机烘燥来实现。
烘燥温度控制不当也会带来问题,如棉、粘胶纤维在140℃以上会泛黄,过高烘燥温度产生的高温蒸汽会使腈纶泛黄和使尼龙强力下降及泛黄。当染色、印花后的半制品织物幅宽与成品幅宽差距较大时,不可对湿态织物强拉幅宽,需要先进行适当的烘燥再进行高温强拉幅热定形,当然如果热定形机加热区内选用的伸幅针铗链是可变式,可通过调整各个加热区的拉幅和温度的方法来控制。
涤纶/氨纶、尼龙/氨纶、腈纶/氨纶、棉/氨纶和粘胶、莫代尔/氨伦等弹性针织物后整理热定形的工艺条件见下表。(表中“时间”指干布热定形工艺时间)。

需要强调的是,含氨纶针织物的尺寸稳定性首先表现为在高温受热时的稳定性,如熨烫织物或织物、衣片涂料印花中的等,其次才是洗涤时的尺寸稳定性,有许多染整厂在加工纤维素纤维/氨纶织物时忽略了这一点。
高温湿热会使氨纶纤维的强力和弹性明显下降,因此,含氨纶针织物在进入高温热定形区时,织物含湿率越低越好,可通过调整热定形机内各个温区的温度或通过预烘机烘燥来实现。粘胶、莫代尔/氨纶针织物,在含湿率较高时,纤维刚性较大,手感较硬,不能强拉幅进入热定形机的加热区,否则会造成织物的边、中密度差异较大,要先进行横向松弛或低张力拉幅状态的较低温度的预烘。
针织物一般都要进行化学法柔软等整理,柔软剂等化学品可通过安装在后整理热定形机前的双浸轧机施加于织物,台浸轧机浸轧水,第二台浸轧机浸轧化学整理剂液。
为适应各种针织物后整理的加工要求以及使热定形工艺和其他整理工艺简便化、科学化和节能化,后热定形机及其相关单元装置的配置有多种形式:在热定形机加热区内选用可变式伸幅针铗链以及较多的加热区,可较好地控制烘燥条件和热定形条件:使用双浸轧机便于进行各种化学整理:在浸轨机和超喂上针之间加装预烘机,可更好地控制燥条件和热定形条件,并能提高热定形机的车速;在浸轧机前再加装连续化水洗机,可使色织色针织物、起毛和剪毛针织物的后整理加工简便化和节能化:在超喂上针和加热区之间加装喷蒸汽给湿箱,可方便、麻、粘胶等纤维素纤维针织物一般拉幅平布加工;在超喂上针和加热区之间以及加热区内的前段加装刷毛辊,可使涤纶、尼龙、腈纶等合成纤维绒面织物的立绒效果得到保障。

兼顾烘燥和焙烘优化定形效果
热定形机除了用于预热定形和后热定形外,应用多的还是用于各种针织物的烘干,有时也用于涂料印花、涤纶增白等工艺的焙烘之用,但焙烘一般都是和热定形结合起来应用。
用热定形机对织物进行的烘燥可称之为热风拉幅烘干,是利用针铗链可实现的超喂和伸幅,不管在什么温度下都能适当地调整织物的幅宽、长度和密度,从而改变织物形态。至于这种改变后的织物形态是否稳定,并不取决于这一过程的受热史,而是由织物线圈的空间结构、纱线结构和纱内应力、纤维内应力以及热塑性纤维的热性能决定的。如纯棉针织物光坯布的稳定形态是用滚简洗衣机洗涤后的状态,此时的幅宽、长度和密度是佳的防缩整理效果,若不考虑这效果而人为地在热定形机上拉大或缩小幅宽和长度,只能增大织物尺寸的不稳定性。
用热定形机烘燥,能源消耗量较大,而用于风机运转的电能占了相当大的比重,烘燥温度越高,车速越快,电能消耗量相对会越少,但过高的烘燥温度及产生的高温蒸汽,会使某些纤锥泛黄和强力下降,会使分散染料的热迁移加重而导致染色牢度降低,会影响涤纶、精纶等线面织物的立线效果。因此,必须要根据织物中纤维的性能、织物风格要求和染料性能等诸多因素,来确定烘干的温度。
总体来看,热风拉幅定形机在针织物染整加工中的用途是多样的,可用于热塑性纤维织物的坯布预热定形、染前热定形和后整理热定形,可用于各种纤维织物的烘干,还可用于涂料印花、涂层和防水防油等整理的焙烘等;许多针织品还要多次经历热定形机进行烘燥和热定形,有时是真正的对热塑性纤维的热定形,有时仅仅是拉幅烘干。不同用途的过程,虽然使用的是同样的热定形机,但采用的工艺流程和条件不同,坯布预热定形、染前预热定形、后整理热定形和挂幅烘干,都有各自的工艺要求。
热定形机可承担的烘干、预热定形和后热定形等工序,其加工后产品的质量除了与热定形机自身的配置紧密相关外,其它相关配置单元如浸轧机、预烘机、蒸汽给湿装置、刷毛辊等的作用也很重要,整体生产线配置得好,可使生产工艺科学化、简便化和节能化。
本站发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
联系人:杨小姐(Jeanne)
手机:13912652341
电话:0512-5523 0820
邮箱:377830286@qq.com
地址: 江苏省昆山市新南中路567号A2217
